


2025-12-19
目录
● 二、 深度解析:CNC 加工如何实现 ±0.01mm 级的精密适配
>> 1. 某车载控制终端设计
>> 1. CNC 加工的控制器外壳能否满足 EMC 屏蔽要求?
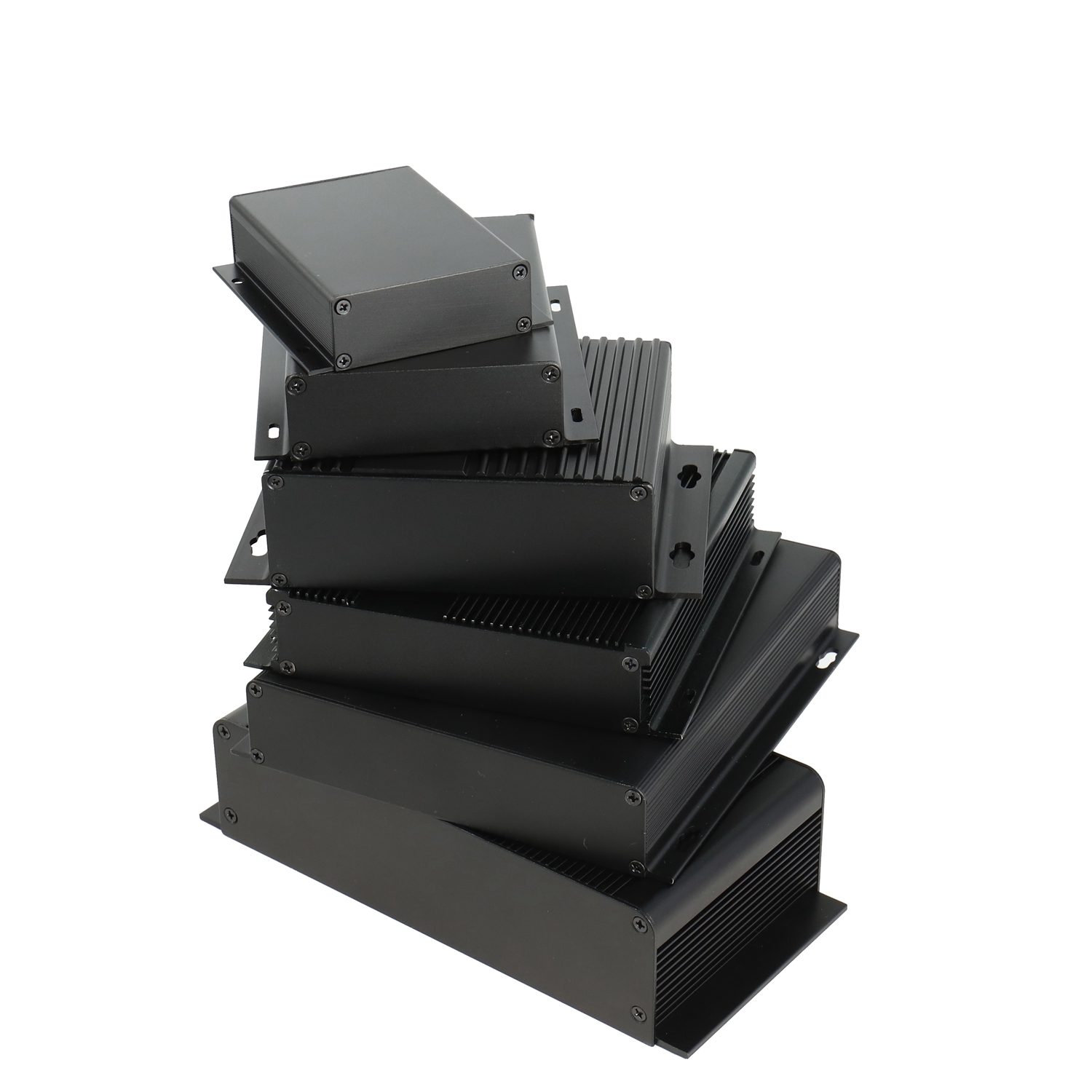
在工业控制设备的研发过程中,控制器铝外壳不仅是内部精密电路的物理屏障,更是散热性能与电磁兼容性(EMC)的关键承载体。随着设备集成度的提高,研发工程师对壳体的空间利用率、结构复杂程度以及配合公差提出了近乎苛刻的要求。
针对工业级控制器的严苛应用场景,控制器铝外壳 CNC 加工技术凭借其在复杂成型与尺寸精度控制上的绝对优势,已成为高性能控制器外壳定制的首选方案。
为了极致压缩空间,控制器内部往往设计有复杂的导热凸台、多级台阶、异形避位槽和密集的固定螺柱。传统压铸工艺不仅模具费昂贵,且难以实现微米级的细微结构,导致设计方案受限。
控制器内部元器件与外壳的贴合度直接影响散热效率。如果加工精度不足,容易导致 PCB 板安装孔位偏移、接口错位或热传导链路中断,严重影响产品的稳定性。
工业控制行业具有典型的“定制化、多品种”特点。研发迭代期需要快速验证,传统开模周期长(通常 20-40 天),难以支撑现代工业项目敏捷开发的需求。
利用全数字化 CNC 加工设备(如永锢智造基地的 160 多台 CNC 集群),可以实现对铝合金型材或板材的精密减材制造。无论是三维曲面、深腔铣削还是异形内腔,都能通过程序控制精准成型,满足控制器对于轻量化与高强度的平衡需求。
高精密 CNC 加工能将公差控制在极小范围内,确保外壳与内部元器件的精密耦合:
控制器通常选用 6063-T5(导热性优)或 6061/5052 铝合金。通过 CNC 加工,可以在外壳内壁直接铣削出与核心芯片高度贴合的导热凸台,省去额外散热片,实现结构与散热的一体化设计。
| 技术指标 | 控制器铝外壳 CNC 加工 | 传统压铸工艺 |
|---|---|---|
| 加工精度 | ±0.01mm - ±0.05mm | ±0.1mm - ±0.3mm |
| 结构灵活性 | 极高(支持非标、异形、复杂避位) | 受模具脱模斜度限制,灵活性低 |
| 打样周期 | 24-48 小时(一件起订) | 20-40 天(需先行开模) |
| 表面质量 | 细腻(可配合喷砂、阳极氧化、拉丝) | 易存在砂眼、流痕等缺陷 |
采用 5052-H32 材质,通过 CNC 加工实现下盖板的精密台阶处理与异形切槽,确保了设备在振动环境下的结构强度,并利用 CNC 铣削的密封面达到了 IP67 级的防护标准。
针对标准 19 寸机箱,通过 CNC 对前后面板进行高精度开孔与沉头孔加工,孔位公差严格控制在 ±0.02mm,完美适配高端航空插头。表面采用阳极氧化皓月银处理,兼顾了工业美学与耐腐蚀性。
可以。通过 CNC 精密加工,我们可以确保壳体搭接处的缝隙极小,并在组装位保留导电接触面(不氧化或局部处理),构建完整的电磁屏蔽笼,满足工业级 EMC 测试标准。
建议优先选择标准型材(如永锢 H、J 系列)进行二次定制 CNC 加工。这样可以在保留标准件成本优势的同时,通过 CNC 实现接口、内部安装位和外观的个性化定制,大大降低非标设计的研发投入。
CNC 加工具有极高的灵活性,但为了保证结构强度与加工稳定性,工业控制器外壳建议壁厚不低于 1.5mm。针对有散热需求的特殊区域,我们可以通过 CNC 局部减薄或增加散热片结构。
永锢壳体作为一站式壳体解决方案服务商,拥有 20 年行业经验及 160 多台数字化 CNC 设备集群。我们提供最快 30 分钟二次设计支持,助力您的控制器研发项目从概念设计到精密量产的无缝衔接。如果您有相关技术疑问或定制需求,欢迎随时发起询盘。